
All you want to know about Electroluminescence(EL) testing of Solar Modules.
1. What is Electroluminescence testing?
When current passes through PV cells, light emission occurs. This phenomenon is called Electroluminescence. Testing of modules using this phenomenon can detect hidden defects in the structure of PV cells. This method makes the current distribution visible in the PV module and helps detect defects.
With the help of an EL test, a PV manufacturer can evaluate the structural quality of the PV cells or any other defects generated while handling.
Defects that can be found from EL are as given below:
- Microcracks
- Cell cracks
- Soldering defects
- PID defects
- Diode failure
- Dead cell
- Backsheet scratches
- Wafer defects
2) Defects & Impact of defects in a module identified by EL Image
A brief description on important of EL defects which may lead to performance failure is given as below
a) Microcracks
Microcracks can create an electrical separation, resulting in inactive cell part. Determining the power loss caused by microcracks is difficult. It can have varying to no effect at all. Microcracks in silicon wafers are minute cracks that appear as a result of damage during manufacture, shipping, installation, or operation.
How to prevent microcracks
To prevent solar microcracks, three areas must be addressed namely manufacturing, transportation, and environment. A solar panel manufacturer must acknowledge this preventive area.
The supplier should have the following:
- A well-defined supply chain
- A testing procedure that ensures each module receives EL testing
- A strong reputation
How do microcracks occur
A major cause of microcracks is manufacturing defects. However, there are some natural environmental causes as well that cause microcracks, such as:
- Thermal cycling (variation of temperature between night and day)
- Humidity and freezing
- Cyclic (or dynamic) pressure loads and wind loading
- Heavy snowfall
- Hail
Microcracks can occur during installation as well, due to variety of reasons, such as:
- Stepping on modules or resting other equipment on modules
- Bumping or dropping modules as they are lifted onto the roof
- Installation on a nonplanar surface, which may cause twisting of the mounting frame and place stress on the module
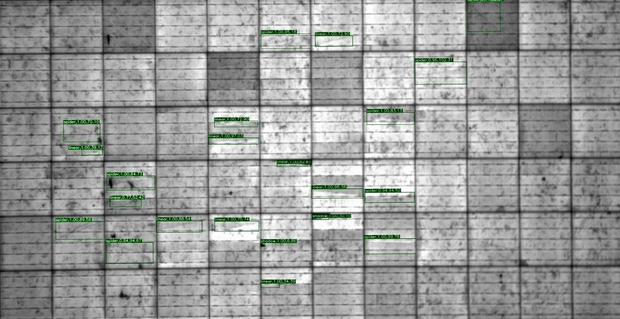
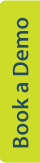
Figure 1: Sample module with multiple micro-cracks
b) What are cell cracks?
Cell cracks cause isolation of region of cells. Cell cracks seem to be more severe, as current doesn’t pass through this area, and these may cause hot spots or thermal dissipations. When current passes through these hotspots, it heats the PV panel and starts damaging the panel. Hence it is necessary to identify these hotspots before they completely damage the panel.
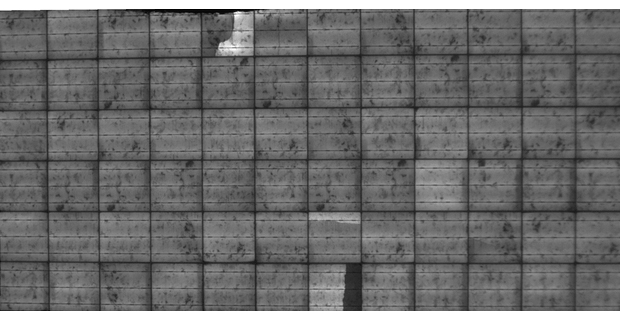
Figure 2: Sample module with cell crack
c) Soldering defects
When the temperature during the soldering process isn’t high enough, cold soldering happens. The cold soldering interferes with the connection between the cell ribbon and the cell tab, preventing electricity from flowing and resulting in a loss of power production.
Due to its importance, solar module manufacturers frequently undertake EL testing twice during the manufacturing process.
If left unchecked, cold soldering can develop into hot spots, lowering the module’s power and causing a fire risk.
Figure 3: Sample module with soldering defects
d) Bypass Diode failure
When a bypass diode fails during the functioning of a module, one of the three cell strings is normally switched off. The outcome is a one-third reduction in output. Within the yield curve of a string, with good radiation conditions, a fall in yield of this magnitude and in numerous modules is frequently found. The essential interface for conducting electricity to the outside is a junction box at the back of a solar panel.
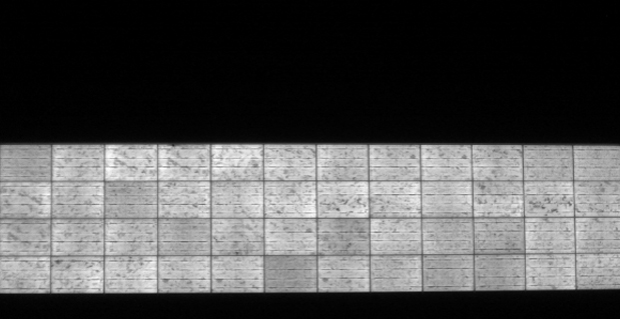
Figure 4: Sample module with diode failure
The bypass diodes inside the junction box enclosure can become short-circuited and burn out if water or dust penetrates the enclosure.
A burned bypass diode or connector might cause the panel to become an open circuit, preventing energy from being transferred forth. The bypass diode failure can be detected with help of EL. These modules should be replaced immediately to avoid junction-box burn or energy yield loss in the plant.
e) Potential Induced Degradation (PID)
Solar panels are typically connected in long series to generate a high system voltage, often exceeding 1000 V, which is used to power solar inverters.
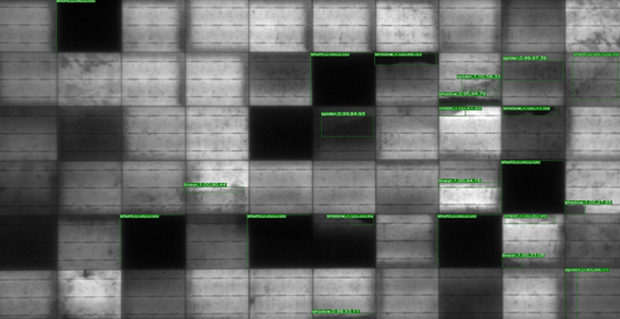
Figure 5: Sample module with PID
The large voltage difference between the grounded frames and solar cells may be too much for low-quality solar cells to manage, causing them to fail. These defects can be identified with help of EL imaging.
f) Dead cells
Dead cells occur when a particular cell stops conducting current. Dead cells may be caused due to mechanical stress, which may have previously caused a cell crack in that area.
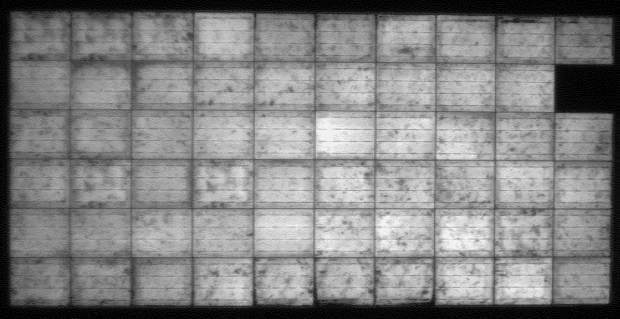
Figure 6: Sample module with Dead cell
3. When should a module get inspected for EL?
Now when someone is aware of the defects it is important to know when a module shall get inspected for EL.
a) During production, to check the cell quality of cells and module, and replace whenever required
Why this is important?
- This will help the manufacturers to identify defects in the very first stage and avoid future loss due to batch rejection or warranty claims.
- Benefits to manufacturer: Avoid rejection of batch supply
b) Third-party inspection by portable EL before dispatch.
This will prevent the dispatch of bad quality modules and reject batches before it reaches field.
Why this is important?
- This will give confidence to the asset owners that the modules supplied are of good quality and future problems of module replacement due to manufacturing defects can be avoided.
- Benefits to asset owners: Avoid rejection of batches or modules
c) Pre-installation EL test:
To check transportation and shipping damages. As we know, transportation on Indian roads can be a veritable roller-coaster. As solar modules are made of cells which are up to 100- 500µm, if modules are not handled properly during transportation or modules are not transported properly this may cause micro-cracks or cracks. It is also possible that the transport truck may get meet an accident in the way of transport, in this condition there is a high risk of broken and damaged modules.
Why this is important?
- To claim transport insurance and get the damaged modules replaced.
d) After installation EL test:
Handling at the site may cause module failures during installation. If the modules are not handled properly while fixing or transporting within sites this may cause micro-cracks or module frame damages. Modules can also be dropped accidentally while movement within the site. These may cause cracks or micro-cracks or even breakage of modules. These defects can be identified from EL.
Why this is important?
- EPC contractor may be held responsible for the damages and the modules might get replaced
e) To claim insurance from natural calamities like hailstorms, cyclones, heavy rains, floods etc. The expense of field EL testing is covered by insurance, and it allows you to protect yourself against future losses as a result of this incidence. While you wait for the power loss or hot spots caused by microcracks in the modules to occur, either the micro cracked modules will be replaced or the money will be kept in escrow.
Most crucially, without EL test data, it would be impossible to claim micro cracked PV modules later when power loss or hot patches become apparent. The window of opportunity for asset owners who wait a few years after the incident has occurred closes: Insurance policies specify a specific timeframe for reporting damage caused by force majeure events.
f) Before buying an Asset, before signing on an O&M contract, and for lenders before disbursement
- Before buying an asset knowing the performance of the plant is important. An EL can help in identifying the defects and protecting new owners from potential revenue loss.
- An O&M contractor can always mitigate the risks by knowing the plant and module health and bidding for a PR suitably, so that performance loss LD, due to a factor not under their control, is avoided.
- For lenders, it is important to know the module health before investing. Hence an EL image of the module can predict the current quality of modules at the site.
4. Impact of Defects if not detected?
It is known that the power of the solar panel decreases with an increase in temperature. The crack in a module caused power dissipation at the inactive cell area, as it limits the current passage through the inactive area thus causing higher temperature at the impacted area. In the Indian climate where the module temperature ranges from 35 degrees to 45 degrees Celsius on average, a higher temperature at an inactive area will further cause a reduction in output.
Consider the following possible scenario of a 100MW plant with 350 Wp with 285714 panels in the field.
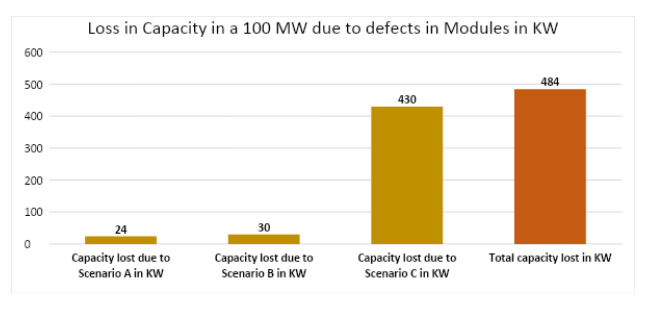
- Scenario A: Degradation of 5% panel is 1.18% instead of 0.7% due to inactive area in cells (dead cell)
- Scenario B: Degradation of 10% panel is 0.9% instead of 0.7% due to cracks or inactive area due to soldering defects.
- Scenario C: 10% of panels are affected with PID with approximately 5% degradation instead of 0.7%
- In the above scenario, a 100 MW plant will produce only 99.51 MW if few EL defects are left unnoticed.
- There would be a loss of 8.48 lakhs unit loss in a year which may cost around Rs 40 lakhs loss per annum.
- If the above defects are detected, one can claim for warranty, based on defects, and consider the defects in Energy yield calculation to minimize PR guarantee loss.
- If the defects are not identified this may cause further damage to panels and loss may increase every year.
5) Conclusion
In this paper, the types of defects in a module, the requirement of the EL test, and the impact of the EL test if not done were discussed. It was described that cracks, micro-cracks, dead cells can cause hotspots in a module which may further degrade the module and may constrain the pre-mature aging of solar plants. This paper described that what is the potential gain of performing an EL test at different stages of the module life cycle and a brief description with all perspectives was given. The impact on energy loss due to undetected EL failure was discussed.