Introduction
Solar installation has increased by leaps and bounds over the years. These systems have helped us produce one of the most excellent sources of clean, safe and reliable energy. However, PV installations are subjected to extreme environmental conditions that could result in deteriorating effects on the equipment’s performance during their operational years.To ensure best performance, these PV systems need periodic maintenance and testing throughout their operational phase. These practices can help to understand module degradation behaviour and can be used effectively to troubleshoot any problems.
Sampling for testing of PV modules comprises the procedures involved to select a part of PV modules from the entire solar PV plant for inspection and it should adhere to standard sampling methods IS2500/ISO-2859 and field testing norms as per IEC 61215/61646 standards. The IS2500/ISO-2859 sampling plan has been designed mainly for the pre-dispatch module inspection at the manufacturing facility. However, in field testing, the sampling needs to adopt the constraints of the field environment and limitation of the running plant. Accordingly, Mahindra Teqo has implemented the sampling plan with the stakeholders for whom the testing has been carried out.
Sampling selection criteria as per IS2500/ISO-2859
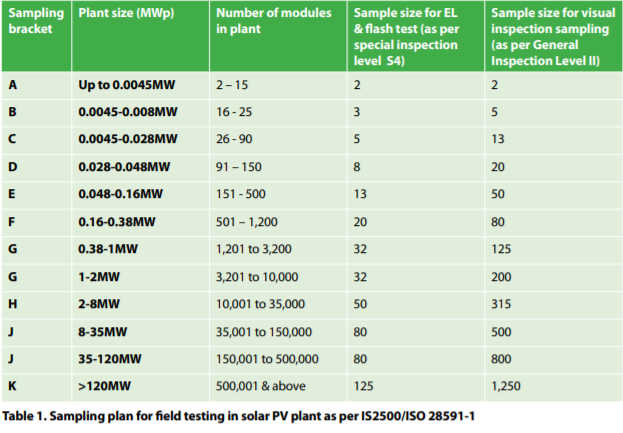
This sampling plan is a result of our expertise of handling a plus-3GW portfolio since 2012. The sampling plan table has been designed for the following tests:
- Flash Testing – This test signifies that the PV module maximum power output (Pmax) at standard test conditions and helps to evaluate the comparative analysis with the rated power of the module.
- Visual Inspection – This can be done on a random basis and does not require any equipment for inspection. Hence it can be characterised as a general inspection.
- IR Thermographic – This inspection of PV modules is performed to detect non-conformities such as hotspot and diode failure. During thermographic inspection the evaluation will be performed on 100% of the plant modules or as per the respective requirement of the plant owner.
Sample selection methodology at PV plant
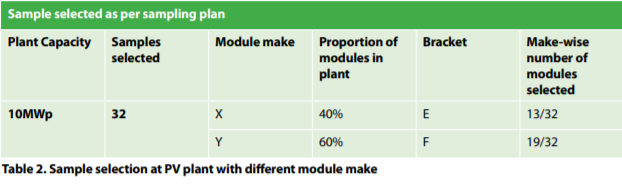
The sampling plan will apply to each module’s make respectively and the bottom-line approach is to not consider visually observed defective modules, which would give a false interpretation of average plant performance. If we have different module makers in the plant, then the sampling plan will apply as per the plant capacity but the total number of the samples will be distributed as per the weighted capacity of the modules at the plant. For example, consider a 10MW hypothetical plant with X make modules along with Y make modules and their proportion in the plant is 40:60. Then, as per the sampling standard, the total number of modules to be selected for EL/ flash testing will be 32 but these will be divided as per the weighted capacity of the manufacturer; thus, we must select 13 modules from X and 19 modules from Y. To select modules from the plant Mahindra Teqo recommends following methodology:
- If the PV plant is operational then the module selection should be made as per the inverter performance.
- If the plant is not operational then the sample should be selected from a random pallet or module mounting structure/table.
Acceptance quality limit to be followed in compliance with ISO-2859
Acceptance quality limit (AQL) is an assessment criterion as per ISO-2589 in pre-dispatch statistical sampling plans. The notion behind including AQL in PV module assessment criteria is to bring it into alignment with the standard guidelines of ISO-2859. In field testing Mahindra Teqo has absorbed the AQL criterion primarily to validate the outlier selection during the assessment process. The outlier selection should be made through following the AQL 2.5 guidelines for major non-conformity as per ISO-2859. For a specified AQL and a given capacity of plant, the same combination of AQL and sample size code letter shall be used to obtain the sampling plan from the table for normal, tightened and reduced inspection.

Correlating energy yield data with field data
Mahindra Teqo has correlated the energy yield assessment (EYA) and samples tested on a PV plant to get the overall performance of the plant. This correlation is representative of the entire plant which is validating the sampling of modules. Data from tested modules using this sampling methodology has been validated with the degradation obtained from the performance ratio (PR). A few examples of plants are shown in Figure 2.
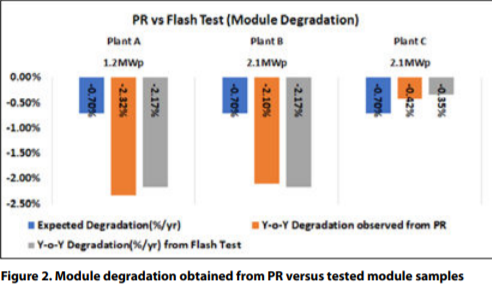
The PR calculation has the added uncertainty of other equipment such as inverters, cables etc., so calculation of the module degradation in the plant is done by flash test, visual inspection, thermography and EL test of modules. This methodology is validated in the course of seven years of Mahindra Teqo’s experience in the solar industry. Testing of sampled modules enables us to identify faults in the plant, apply corrective action and increase generation. If a 1MWp plant generates 1.70 million kWh/yr, then 1.5% extra module degradation can cause a loss in generation of 25,500kWh/yr. Therefore, identifying faulty modules through testing of selected samples can save revenue loss.
Conclusions
This sampling methodology can be used to ascertain the overall performance of a plant by testing sampled modules that represent the entire plant. There is no concrete guideline in a single standard available for field testing of PV modules in the market; to our knowledge, we are the first to standardise the whole process, and have prepared these guidelines based on our consultation with key stakeholders such as independent engineers, lenders, financial institutions, developers, EPC, manufacturer etc. This methodology is aligned with IS 2500/ISO 2859 sampling standards. These guidelines will bring a coherency to field testing for PV modules, helping to standardise the process and will provide a common platform for every stakeholder to compare the results.